

НаРолерска групае основна компонента на транспортерот на ременот, одговорен за поддршка на подвижниот појас и намалување на отпорот на трчање. Неговиот квалитет на склопување директно влијае на стабилноста, услужниот живот и оперативниот шум на транспортерот. Следниве детализираат клучните точки на склопувањето на ролери групите од четири димензии: подготовка пред склопување, процес на основно склопување, за да се обезбеди стандардизиран и ефикасен процес на склопување.
1. Подготовка пред склопување: поставете ја фондацијата и избегнувајте ризици
Пред склопувањето, три основни задачи - „Инспекција на материјал, подготовка на алатки и чистење на животната средина“ - треба да се заврши за да се избегне преработка или квалитетни опасности предизвикани од прелиминарни пропусти.
1.1 Пребројување на материјали и инспекција за квалитет
● Проверете ги основните компоненти на ролериската група еден по еден: ролери (вклучително и ролери, куќишта за лежишта, лежишта и заптивки на маслото), загради, шахти, сврзувачки елементи (завртки, ореви, мијалници), итн. Осигурете се дека количината одговара на цртежите, без исчезнати или погрешни делови.
● Квалитетно скрининг на клучните компоненти:
◆ Ролерско тело: нема испакнатини, деформација или 'рѓа на површината; униформа дебелина на wallидот (инспекција на самото место со дебеломер е достапна); Куќиштата на лежиштата на двата краја се цврсто заварени (без лажно заварување или пукнатини).
◆ Лежишта: флексибилна ротација без заглавување или абнормална бучава; непроменети капаци на заптивката (за да се спречи влегување во прашина и масло); Моделите се совпаѓаат со цртежите (на пр., Лежишта со длабоки жлебови 6204, 6205).
◆ Загради: Материјалот ги исполнува барањата (претежно Q235 челик); нема закопчиња или деформација на зглобовите за заварување; Точна позиција на дупките за монтирање (дијаметарот на дупката одговара на завртките, со грешка ≤ 0,5 мм).
1.2 Подготовка на алатка и помошен материјал
●Essential tools: Torque wrench (critical for ensuring the bolt tightening torque meets standards), adjustable wrench, hexagon socket wrench, caliper (for measuring dimensions), feeler gauge (for measuring gaps), rubber hammer (to avoid damage to components from hard knocking), bearing installation tools (e.g., sleeve, press; direct knocking on the bearing inner ring is prohibited).
● Помошни материјали: маснотии (совпаѓање на лежиштата, како што е литиум-базирана маст 2, што се користи за подмачкување на лежиште), инхибитор на 'рѓа (испрскан на споевите за заварување на заградите по склопот), крпа за чистење (за бришење дамки од масло и прашина на компонентите).
1.3 Барања за животна средина со склопување
● Веб -страницата треба да биде рамна и суво, избегнувајќи влажни околини (за да се спречи 'рѓосање на компонентите) и правливи околини (за да се спречат нечистотиите да влезат во лежиштата).
● Поставете заштитни влошки (на пр., Гумени влошки, дрвени табли) за да се спречат гребнатини на ролетното тело предизвикано од директен контакт со земјата.
2. Процес на склопување на основно: Работете во низа и обезбедете прецизност
Собранието наРолерска групатреба да ја следи секвенцата на "прво соберете ја единицата за ролери →, а потоа соберете ја држачот → Конечно поправете и проверете". Прецизноста мора да се контролира во секој чекор за да се избегне погрешно поставување на компонентите.
Чекор 1: Собрание на ролери (јадрото на јадрото)
Единицата за ролери е „Единица за извршување“ на ролериската група, составена од ролери, лежишта, вратило и заптивка на маслото. За време на склопувањето, фокусирајте се на обезбедување „флексибилни лежишта и сигурно запечатување“.
1.1 Собрание на лежишта и куќишта со лежишта
Прво, нанесете мала количина маст на внатрешниот wallид на куќиштето на лежиштето (тенок слој што го покрива внатрешниот wallид е доволен; прекумерната маст може да предизвика да се загрее лежиштето).
● Користете печат за непречено притиснете го лежиштето во куќиштето на лежиштето (точката за примена на силата е на надворешниот прстен на лежиштето; забрането е притискање на внатрешниот прстен). Осигурете се дека не постои јаз помеѓу лежиштето и куќиштето на лежиштата (инспекција со мерач на чувство е достапен, со јаз ≤ 0,05мм).
● Инсталирајте ја заптивката на маслото: Вметнете ја заптивката на маслото (претежно заптивка за масло со двојно усна) во жлебот на куќиштето на лежиштето. Осигурете се дека заптивката на маслото е цврсто прикачена на надворешниот прстен на лежиштето без отстапување (за да се спречи истекување на маснотии или внесување прашина за време на работата).
1.2 Собрание на вратило и ролериско тело
● Поминете ја вратилото (со мазна површина и без закопчиња) низ внатрешниот прстен на лежиштето на едниот крај на ролетното тело и нежно притиснете ја до внатрешниот прстен на лежиштето на другиот крај. Осигурете се дека вратилото е целосно прикачена на внатрешниот прстен на лежиштето (без олабаност).
Test Тест за ротација на каросеријата на ролерот: Ротирајте го ролетното тело со рака; Треба да се ротира флексибилно без заглавување или абнормална бучава, а инерцијата на ротација треба да биде униформа (без „чувство на пелтечење“). Ако има заглавување, расклопете и проверете дали лежиштето е инсталирано во обратна насока или дали има нечистотии.
Чекор 2: Собрание на единицата за ролери и заграда
Заградата е „рамка за поддршка“ на ролериската група. Неопходно е да се обезбеди точна позиција на ролериската единица на заградата за да се избегне отстапување на подвижниот појас.
2.1 Позиционирање на единицата за ролери
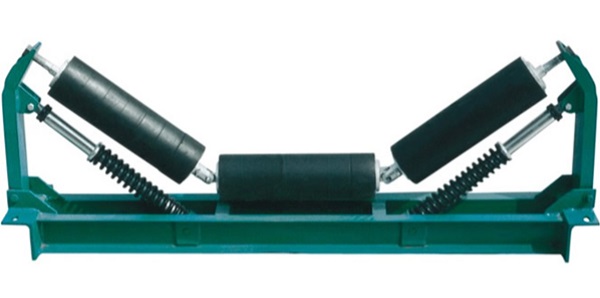
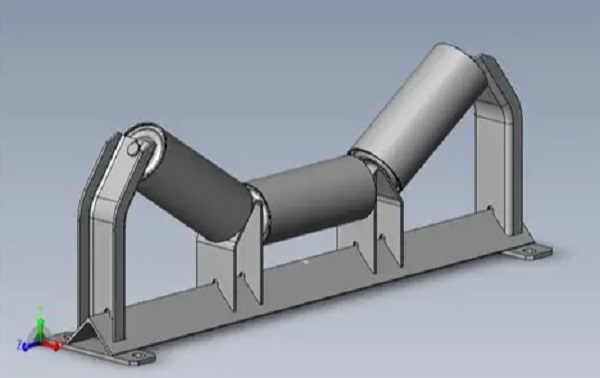
● Според барањата на цртежите, поставете ги собраните единици за ролери (единечна група за ролери обично содржи 2-5 единици за ролери; на пример, „паралелна ролериска група“ содржи 3 единици, а „преку групата ролери“ содржи 2 странични ролери + 1 среден валјак) во монтажните жлебови на загради.
● Посебно внимание треба да се посвети на групата за ролери: Аголот помеѓу страничните ролери и средниот валјак (обично 30 °, 35 °, 45 °, според барањата за цртање) треба да се мери со аголен владетел, со грешка ≤ 1 ° (аголно отстапување ќе предизвика нерамна сила на лентата за транспортер, лесно да доведе до отстапување).
2.2 Поправање на завртките
● Поминете ги завртките низ дупките за монтирање на заградата и дупките за куќиште на лежиштето на единицата за ролери, ставете ги на мијалниците (рамна мијалник + пролетна мијалник за да спречите олабавување) и прво затегнете ги навртките со рака.
● Користете клуч на вртежен момент за да ги затегнете завртките според вртежниот момент наведен во цртежите (на пр., Вртежниот момент за завртки M10 е обично 25-30N · m, а за завртките M8 е 15-20n · m). Забрането е прекумерен вртежен момент (што може да предизвика кршење на завртките) или недоволен вртежен момент (што може да предизвика олабавување за време на работењето).
● Затегнување на секвенцата: Затегнете симетрично (на пр., 4 завртки треба да се затегнат во „дијагонална секвенца“ за да се избегне деформација на заградите).
Чекор 3: Севкупна верификација и прилагодување
После склопувањето, спроведете целосен инспекција за да ги поправите отстапувањата навремено:
● Користете ниво за откривање на долната површина на заградата: Осигурете се дека заградата е хоризонтална (хоризонтална девијација ≤ 0,5 мм/м). Ако е наклонето, прилагодете ги дихтунзите (ставете дихтунзи на дното на заградата; забрането е присилно свиткување на заградата).
● Проверете ја паралелноста на единиците на ролери: страничните ролери на коритотоРолерска групатреба да биде симетрично дистрибуирана од двете страни на средниот ролери, со грешка во паралелизам ≤ 0,3мм/m (откривање со методот на влечење на јажето: повлечете права линија на двата краја на ролерите и измерете ја разликата во растојанието помеѓу ролерите и правата линија).
● Повторно ротирајте ги сите ролери: Осигурете се дека сите ролери се ротираат флексибилно без „индивидуално заглавување“. Ако има заглавување, расклопете и проверете го склопот на лежиштата или шахтите.












